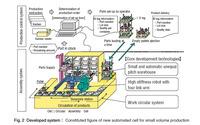
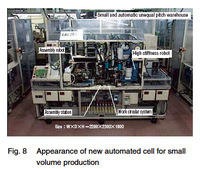
今まで紹介してきたロボット化組立てライン、ロボット化組立てセルはそれぞれの製品に対して利潤を生んでいるが、いかなる製品に対しても適用できるわけではない。現状では新しい製品の組立てラインを立ち上げるまでに、高度な能力を持った技術者が取り組んでも、生産準備に数ヶ月から1年程度の期間を必要とする。したがって、3から4ヶ月程度の短期で生産が終了するような製品や、いち早く生産を立ち上げる必要がある場合にはロボット化組立てライン(セル)は対応できない。情報家電のように、近年急激に生産完了期間が短縮(3から4ヶ月)されてきた製品には、組立て自動化ラインは廃止され人が組み立てるセル型生産システムに切り替わってしまった。しかし、人手を使った組立てでは、製品品質は下がらざるを得ない。このような生産形態に対応できる新しい技術開発が待たれる。
米国でAgile Manufacturing(すばやい生産準備)という言葉が提唱され、それに対して色々なプロトタイプが提案されてきたが、どの程度成功しているのだろうか?
続きを読む: 生産立ち上げまでのリードタイムの短縮が課題